So, all those hours of preparation come down to a 20 minute rush. Making composite things (and making most things, actually) boils down to having everything lined up and ready to go - in order. You've got to be a bit like a surgeon here ... "Scalpal! Retracter!" because there simply isn't time to go looking for that tool when the resin is sitting there in the pot getting warmer and warmer and you've already wetted out a gazillion dollars worth of carbon...


I took the gloves off and got one photo of the first layer going down on the neck. It's a modern "C" shape.

The rest of the guitar is the same. Successively adding layers and wetting them out with epoxy - and then coaxing out the air bubbles.
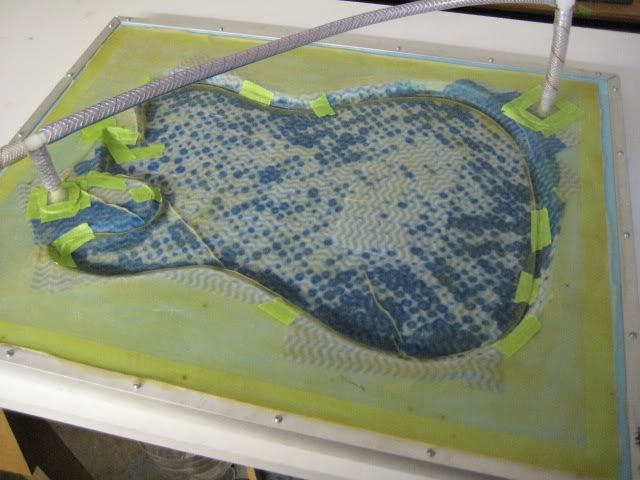
Then the release and breather layers are added and the vacuum pump attached. The thing to watch out for here is "bridging", where the cloth is caught between two things and doesn't conform to the mold shape. It's a pain - but you get to know the bad spots in the mold after a few times.

This is about how much resin you want to see bleeding out through the perforated release film.

The neck got a little too much resin ... but it's coming out into the breather fabric and will be thrown away.
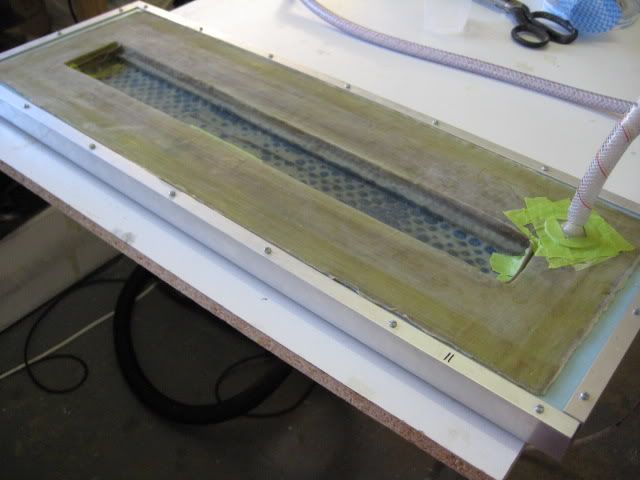
All good! This epoxy doesn't require an autoclave - which is nice. If we were making a wing for an Indy Car we'd be a bit more concerned about total strength - because this guitar isn't going to hold 1200 pounds of downforce at 200mph ... we'll be fine.






















1 comment:
super thanks for the pictures that you gave
Post a Comment